2013 / 2014
Klebe-Automatisierung
https://www.htl-neufelden.at/es/diplomarbeiten/getriebepruefstand-2/ 
Jahrgang
Projektpartner
Röchling Leripa Papertech
Maturanten

Gabriel Lukas
5AHMIA

Hartl Michael
5BHMIA
Krennböck Martin
5BHMIA

Prokesch Phillip
5BHMIA
Betreuer

Wurm Johannes
Problembeschreibung
Zur zeit werden solche Entwässerungsleisten per Hand verklebt. Dadurch dass der Kleber sehr reizend ist, wollte man mit diesem Prototyp feststellen ob man den Vorgang der Verklebung von Keramiksegmenten auf einer GFK Leiste, gesichert von GFK Stäben, realisieren kann. Da dieser Ablauf sehr komplex und extrem fehleranfällig ist.
Zielsetzung
Primäres Ziel war es, dass der Halbautomat zuverlässige
und konstante Verklebungen liefert. Außerdem sollte er auf
ein größeres System umgebaut werden können.
• Klebestellen sollen gleichmäßig vom Kleber benetzt sein
• Kleberverbrauch soll minimiert werden
• Fehleranzeige und einfache Behebung
• einfache Bedienung durch Touch-Panel
Ergebnis
Der fertige Prototyp konnte Ende Mai 2014 dem
Auftraggeber übergeben werden und arbeitet seither
zufriedenstellen.
Projektablauf
• Entwicklung verschiedener Varianten der mechanischen Realisierung
• Festlegung eines Konzeptes mit dem Auftraggeber
• Entwurf und Dimensionierung in der 3DKonstruktion
• Programmierung der Anlage mit Fehlerspeicher und Option für erleichterte Adaptierung
• Arbeitsvorbereitung und mechanische Fertigung durch die schuleigene Werkstatt und durch den Auftraggeber
• Montage und Elektroinstallation
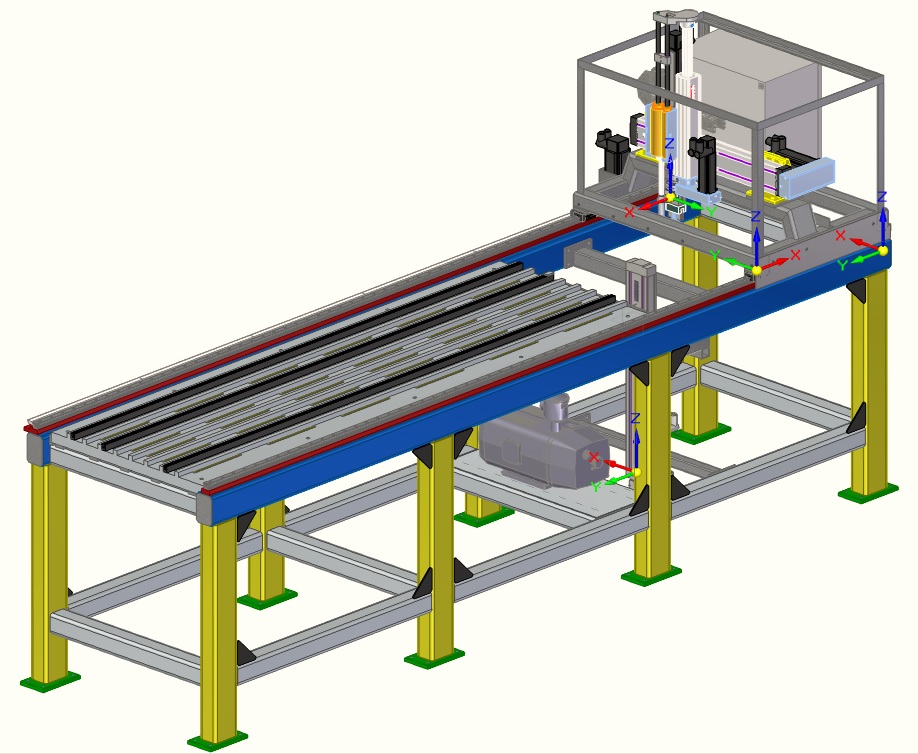
Systembeschreibung
Vorbereitung
Die GFK Grundleiste wird auf die Vakuumspannplatte gelegt und durch das Einschalten der Vakuumpumpe gehalten. Anschließend werden 2 GFK Stäbe in die Leiste eingelegt und befestigt. Das Magazin wird mit den Keramiksegmenten bestückt und der 2 Komponenten Kleber wird in die Vorrichtung gestellt.
Start
Segmente werden nacheinander in die Leiste eingefädelt und danach verklebt.
Zukunft
Diese Erweiterung des Prototypen soll später leicht ausgebaut werden können. Um dies zu ermöglichen wurde das SPS Programm professionell aufgebaut und kann jetzt einfach geändert werden, damit keine Störungen auftreten.
This project is used to manufacture drainage bars. Currently such bars are glued in various
lengths by hand. The prototype of the previous year has already accomplished relatively
good bonding. However, there were problems in programming an in threading of the segments.
Therefore our task was, to built up a new flexible program and optimize the complete
process. Due to the complex program and optimizing of the prototype we completed and
designed the mechanical extension of the 12 m machine only in 3D. The new program
enables the programmer to insert later changing easily.
There was also planned to mount eight GRP bars side by side and glue them with the machine. Due to the limited space in the company, the eight bars should be mounted close to each other.
The strips are mounted via a vacuum sucton system. In various endurance tests of the prototype any errors in the bonding were detected. There we detected a regularity in the glueing bond between the individual bars. There were performing some tests in practice we were able to adjust and optimize the amount of glue optimally. So we saved glue by still achieving an optimum bonding.
HTL-Neufelden
HTL-Neufelden
Höferweg 47
A-4120 Neufelden
![]()
Tel. 07282-5955
Fax 07282-5955-40
info@htl-neufelden.at
© Copyright - HTL-Neufelden