2013 / 2014
Scara Fräsroboter
https://www.htl-neufelden.at/diplomarbeiten/scara-fraesroboter/ 
Jahrgang
Projektpartner
HTL Neufelden
Maturanten

Haas Mathias
5AHMIA

Hofer Johannes
5AHMIA

Hochreiter Klemens
5BHMIA

Wimberger Kerstin
5AHMIA
Betreuer

Bernhard Steffen

Felhofer Hubert
Problembeschreibung
Im Zuge der praxisbezogenen Ausbildung wird von den Schülern im Werkstättenunterricht ein Mikrocontroller-gesteuertes Auto gefertigt. Als Schutz für die Elektrokomponenten wird eine tiefgezogene Kunststoffkarosserie verwendet, die bisher von Hand zugeschnitten wurde.
Die Aufgabenstellung war, mit einem vorhandenen Scara-Roboter die tiefgezogenen Karosserien auszufräsen. Dadurch sollte diese Schneidearbeit schneller und mit besserem Schnittergebnis erfolgen.
Zielsetzung
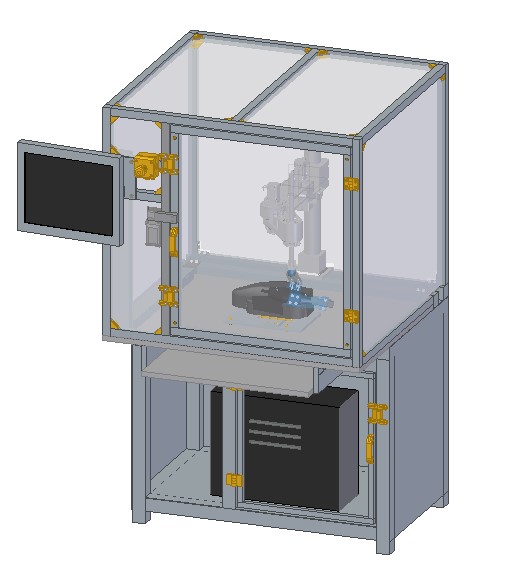
Es soll eine Frässtation mit Hilfe des Scara Roboters entwickelt werden, der noch von einem früheren Maturaprojekt vorhanden ist. Der Roboter soll mit einer Fräseinheit ausgerüstet werden, um die gespannten Karosserien in einem einzigen Umlauf auszufräsen.
Der Fräsvorgang soll mit Hilfe der vorhandenen Beckhoff Steuerung realisiert werden. Der Roboter muss außerdem einfach und sicher zu bedienen sein.
Ergebnis
Die Frässtation wurde im Mai von der HTL Neufelden übernommen. Der Scara-Roboter wurde mit einem Multifunktionswerkzeug erweitert, der als Fräsantrieb dient. Die Chassis werden mit Hilfe von Magneten auf einer Negativ-Form gespannt und automatisch ausgefräst.
Programmiert wurde der Roboter mit TwinCAT, und über die Visualisierung kann der Fräsvorgang gesteuert werden.
Projektablauf
– Einarbeiten in das bestehende Steuerungs-Programm
– Festlegung des Fräsantriebs
– Festlegung der Konstruktion
– Erweiterung des Roboter-Programmes
– Installation des Schaltkastens
– Fertigung in der internen Werkstätte
– Zusammenbau der neuen Komponenten
– Testläufe
Systembeschreibung
Die Karosserie wird auf der Spannform mittels Magneten befestigt. Durch die Visualisierung am Computer kann der Fräsvorgang gestartet werden, sobald der Arbeitsbereich durch das Schließen der Türe abgesichert wurde. Das Multifunktionswerkzeug, das als Fräsmotor dient, schaltet sich über Leistungsrelais automatisch ein und aus. Nach dem Einstich in die Chassis wird die Kontur mittels Ablaufsteuerung abgefahren. Nach Beendigung der Arbeit gibt die Steuerung die Türöffnung frei und die nächste Karosserie kann in die Frässtation eingelegt werden.
HTL-Neufelden
HTL-Neufelden
Höferweg 47
A-4120 Neufelden
![]()
Tel. 07282-5955
Fax 07282-5955-40
info@htl-neufelden.at
© Copyright - HTL-Neufelden