2009/2010
Miniaturförderanlage
https://www.htl-neufelden.at/en/diplomarbeiten/miniaturfoerderanlage/ 
Jahrgang
Projektpartner
HTL Neufelden
Maturanten

Aiglsdorfer Patrick
5AAT

Pürmayr Josef
5AAT

Wuschko Tobias
5AAT

Wuschko Stefan
5AAT

Kepplinger Klaus
5AAT

Kjäer Martin
5AAT

Haindl Jürgen
5AAT
Betreuer

Kiesl Walter

Nösslböck Gregor
Problemstellung
Für das Automatisierungstechnik-Labor an der HTBLA Neufelden soll eine Miniaturförderanlage für Europaletten, im Maßstab 1:10 realisiert werden.
Unsere Aufgabe ist es die Förderanlage zu planen, zu konstruieren, zu fertigen und nach dem Elektrifizieren zu programmieren.
Dieses schulinterne Projekt soll so ausgelegt werden, dass Schüler im Werkstättenlaborunterricht daran den Umgang mit einer SPS erlernen und verstehen können.
Des Weiteren lassen sich mit dieser Anlage die gebräuchlichsten Fördermodule im Handhabungstechnikunterricht veranschaulichen.
Zu den größten Herausforderungen zählt die kleine Bauweise der einzelnen Fördermodule.
Zielsetzung
Für die Entwicklung der Ablage sind folgende Punkte zu beachten:
– Als Fördergut dienen Europaletten im Maßstab 1:10 (120mm x 80mm)
– Die gesamte Anlage soll den sicherheitstechnischen Anforderungen entsprechen (Lichtvorhang, NOT-AUS-Schalter)
– Die Anlage soll in einem gewissen Maß transportabel sein (ein Großteil der Anschlüsse ist steckbar ausgeführt)
Wichtig in diesem Zusammenhang ist auch:
– Durch Modulbauweise kann jedes Fördermodul einzeln betrieben werden
– Die Bedienung soll über ein Touchpanel oder das Schulnetzwerk über eine Visualisierung erfolgen
– Es sind 3 Betriebsarten vorgesehen
(Automatik-, Hand- und Einstellbetrieb)
– Fehlermeldungen auf der Visualisierung
– Die Geschwindigkeitsregelung der Hubstation erfolgt mittels Frequenzumrichter
Projektablauf
– Ermittlung verschiedener Fördermodule und Grundrissvarianten
– Bewertung verschiedener Antriebskonzepte
– Absprache mit den betreffenden Werkstättenlehrer über Fertigungsaufwand
– Entwurf und Auslegung der mechanischen Bauteile in 3D-CAD-Konstruktion
– Mechanische Fertigung durch die schuleigene Werkstatt
– Montage und Elektroinstallation
– Programmierung der Steuerung und des Touchpanels
Ergebnis
Die fertige Anlage steht seit Anfang April im Automatisierungstechniklabor.
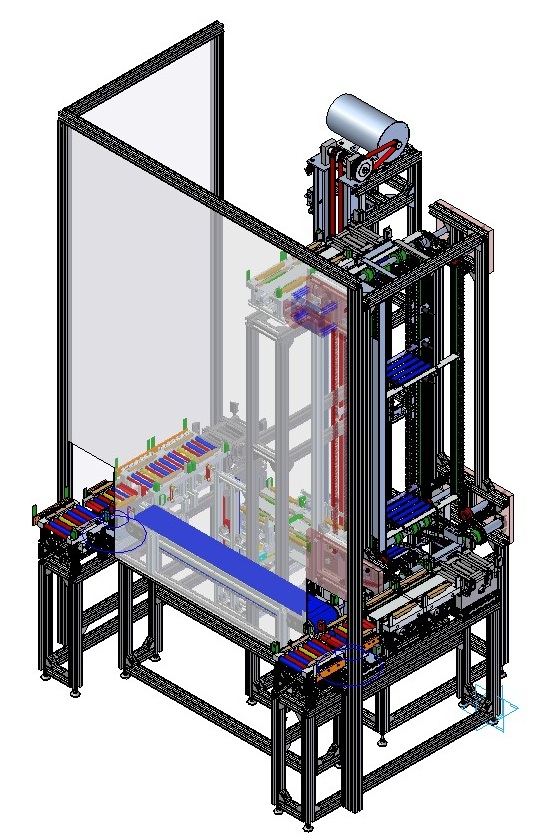
Systembeschreibung
Der Antrieb der einzelnen Förderbahnen erfolgt kraftschlüssig und mittels Kleingetriebemotoren. Die Positionserkennung der Paletten erfolgt auf den meisten Fördermodulen mittels Lichtschranken. Die Geschwindigkeit der Hubstation ist variabel und kann mittels Frequenzumrichter eingestellt werden.
Die gesamte Anlage wird mit einer Speicherprogrammierbaren Steuerung gesteuert. Die Eingaben erfolgen über ein Touchpanel oder über das Schulnetzwerk. Bei der Aufgabe einer neuen Palette muss ein Ziel (Einlagern, Rundfahrt, Ausfördern) eingestellt werden.
Ein Großteil der Anlage ist durch eine Einhausung und der Rest mittels Lichtvorhang geschützt.
Presentation of the problem
We were asked to build a miniature conveyor mechanism for the automation engineering laboratory at HTBLA Neufelden. The unit transports euro-pallets in the scale of 1:10.
It will be used to teach students how to use a PLC (programmable logical controller).
It was our assignment to plan, construct and assemble the mechanism. Furthermore, we had to electrify, program and visiualise it.
Objectives
We had to insure the following points:
– The mechanism transports euro-pallets in a scale of 1:10 (120mm x 80mm)
– It should accomplish common savety standards
– The mechanism should be transportable (that means, it is split into separate modules)
Also important is that:
– A module can be used without the others
– The system should be monitored and controlled by a touch display or from a PC via school intranet.
– 3 operating modes are implemented
– An automatic error detection
– A variable frequency drive offers different speeds for the lifting station
Project schedule
– Design different moduls and layouts
– Analyse different drive concepts
– Agreement with the teachers on the scale of manufacturing
– Construction of the modules
– Manufacturing in our mechanical workshop
– Assembling and electrical installation
– Programming the PLC and visualisation
Results
The mechanism has been placed in the engineering laboratory since April.
Description
The conveyors are powered by little geared motors. We use light barriers to know where paletts are. The speed of the lifting station can be changed by a variable frequency drive.
The whole system is controlled by a PLC. It can be operated by a touch display or via scool intranet. There are three possible destinations for each palett (storing, round trip, output). The destination has to be chosen when you put in a pallet. But alterations can be applied later.
The whole mechanism is saveguarded by Plexiglas and a light curtain.
HTL-Neufelden
HTL-Neufelden
Höferweg 47
A-4120 Neufelden
![]()
Tel. 07282-5955
Fax 07282-5955-40
info@htl-neufelden.at
© Copyright - HTL-Neufelden