2012 /2013
Biegevorrichtung
https://www.htl-neufelden.at/es/diplomarbeiten/biegevorrichtung/ 
Jahrgang
Projektpartner
HTL Neufelden
Maturanten

Linkeseder Martin
5AAT
Betreuer

Felhofer Hubert
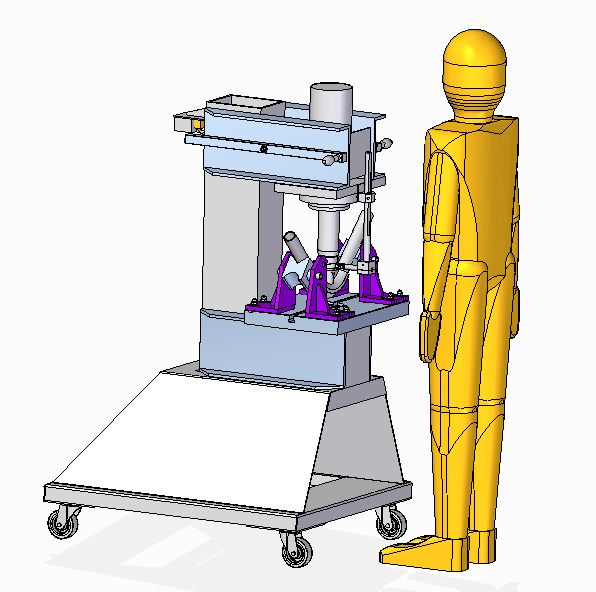
Die in der Schule schon vorhandene Hydraulikpresse ist so umzukonstruieren und umzubauen, damit das Biegen von Rohren mit den Durchmessern von 3/8”,1/2”,3/4”,1”,1 1/4”, 1 1/2”, 2‘‘ und das Biegen von Blechen mit einer Blechstärke von 10 mm und einer Breite von 200 mm möglich ist. Die Biegemaschine muss trotz der zulässigen Einhandbetätigung (zulässig wegen der langsamen Hubgeschwindigkeit) aus Sicherheitsgründen mit einer Zweihandbetätigung angesteuert werden.
Das bisherige Problem war, dass nur ein Produkt (Stahlschüssel) an der Hydraulikpresse gefertigt werden konnte, da die Maschine nur für die Aufnahme der Rundmatrize konzipiert war.
Beim Blechbiegen ist es jedoch sehr wichtig, dass sich der V-Stempel beim herunterfahren nicht verdreht, damit die Biegekante des Bleches parallel zur V-Matrize verläuft. Da aber der Zylinder nicht gegen das Verdrehen gesichert ist muss eine externe Parallelführung angefertigt und montiert werden.
Der große Vorteil an der neuen Maschine liegt darin, dass nun durch schnelles und flexibles Austauschen der Biegevorrichtungen viele verschiedene Produkte auf der Presse gefertigt werden können.
I have the task to modify and construct a machine, which consists in our welding workshop now, that we are able to bend tubes of 3/8”,1/2”,3/4”,1”,1 1/4”, 1 1/2”, 2‘‘ and sheet metals of 10mm thickness and 200mm breadth. Despite an allowed one-hand-operation (because of the slow movement of the cylinder) I have to construct a mechanical two-hand-operation.
The main problem till now is, that we only can produce one product on this machine (steel bowl).
We have to manufacture 4 apparatuses for bending tubes. When you want to bend a tube you have to fix these on the baseplate. Then you put the tube on two parts with a v-outcut which are pivoted between two apparatuses. When you have trued the tube up you can operate the cylinder. You stop the cylinder when the tube has reached the required bend angle.
For bending sheet metals we have to produce two cavities ( openbreadth V=80mm and V=125mm) and two V-stamps (R=12,5mm and R=19,5mm). When you want to bend a sheet metal you true the cavity which is pivoted on the baseplate and fix it with T-bolts. Then you screw the V-stamp on the cylinder that the V-stamp can turn around his own axis. Afterwards you operate the cylinder so the V-stamp centred in the cavity and you can screw the V-stamp on the cylinder. That’s very important because the v-stamp must have the same position as the cavity. Now you can put the sheet metal on the cavity and bend it.
In addition it is important that the cylinder can´t turn around it’s own axis so I have to construct a parallel guide, otherwise the deflection curve would get distorted.
The big advantage of this new machine is that we can produce different kinds of products.
HTL-Neufelden
HTL-Neufelden
Höferweg 47
A-4120 Neufelden
![]()
Tel. 07282-5955
Fax 07282-5955-40
info@htl-neufelden.at
© Copyright - HTL-Neufelden