2012 /2013
Gravimetrische Dosiereinheit
https://www.htl-neufelden.at/es/diplomarbeiten/gravimetrische-dosiereinheit/ 
Jahrgang
Projektpartner
Starlinger Viscotec
Maturanten

Florian Stelzer
5AAT

Mossböck Bernd
5AAT
Betreuer

Kaufmann Gerhard

Felhofer Hubert

Grömer Herbert
Starlinger Viscotec hat bei der bestehenden Maschine namens viscoSHEET, die aus alten, Großteils recycelten PET-Materialien wieder lebensmittelechte Plastikfolie herstellt, einige Probleme mit den zugekauften Dosiereinheiten. Probleme wie das Gewicht, fehlende Reinigungsöffnungen, zu viele Unterschiede der einzelnen Dosiereinheiten (verschiedene Baugrößen), usw. erschwerten den Prozess unnötig. Die Aufgabenstellung war, neue Dosiereinheiten zu entwerfen, welche optimal auf viscoSHEET und die Vorstellung von Starlinger Viscotec angepasst werden.
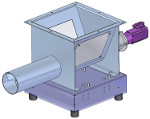
Eine Wägemodul ist die Basis einer Dosiereinheit. Jede ist mit einer Wägezelle mit
genormter C3 Genauigkeit ausgestattet, die für eine genaue Feststellung des aktuellen
Materialgewichtes sorgt. Auf dieses Wägemodul wird der Trog befestigt. Das Material wird durch Schnecken in den Schmelzextruder transportiert. Durch diese Schneckenförderung ist ein langfristiger kontinuierlicher Materialausstoß für unterschiedliche Materialien gegeben.
Durch einen Speicheraufbau auf die Dosiereinheit können 150 Liter Material gespeichert werden. Sobald durch die Wägezelle ein Mindestmaterialstand festgestellt wird, gibt die Steuerung ein Signal zur Nachfüllung des Materialspeichers. So kann über mehrere Tage kontinuierlich Folie erzeugt werden.
The existing machine called viscoSHEET – which is designed to produce plastic sheet out of recycled PET materials – had some problems with the old, purchased dosing units. Problems such as missing cleaning openings, too many differences between the individual dosage units, etc. made the process unnecessarily difficult. The task was to design new dosing units, which can be optimally adapted to viscoSHEET and which also realize the ideas of Starlinger Viscotec.
A weight module is the basis of each dosing unit. Each is equipped with a load cell with standardized C3 accuracy which is needed for measuring the actual material weight.
On these weight modules the troughs are fixed. The material is transported by a screw conveyor into the melt extruder. Through this conveyor a continually long-term material output for different materials is given.
By storage construction, which is built on the top of the trough, can be saved 150 litres of material. Once the load cell is detecting a minimum level of material, the PLC sends a signal for refilling the material storage. As a result film can be produced over several days.
HTL-Neufelden
HTL-Neufelden
Höferweg 47
A-4120 Neufelden
![]()
Tel. 07282-5955
Fax 07282-5955-40
info@htl-neufelden.at
© Copyright - HTL-Neufelden